 TN-CMP Slurry粒度检测——SPOS技术对比LD技术
TN-CMP Slurry粒度检测——SPOS技术对比LD技术2023/11/10 阅读:1340
方案摘要
CMP研磨液粒度测量技术
SPOS对比激光衍射
CMP研磨液的粒度分析:SPOS与激光衍射
半导体行业正在朝着更小的线宽和更多的层数发展。实现这种更高密度芯片技术的最重要的工艺考虑因素之一是对平坦化步骤更复杂的控制。平坦化或抛光步骤通过使用主要为二氧化硅和氧化铝的胶体分散金属氧化物浆料(化学机械平坦化或 CMP)来实现,平均直径在 10 – 200 nm 范围内。
这些研磨液被施加到放置晶片的旋转抛光垫上。过去,最常用激光衍射法表征这些研磨液的粒度分布。众所周知,这些研磨液中含有小体积百分比的粒径大于 1 微米的颗粒。这些颗粒会在晶圆表面造成划痕和其他缺陷。本文将证明,由于测量的特性,激光衍射法不足以完成定量确定不合格研磨液颗粒浓度的任务。另一方面,单颗粒光学传感技术 (SPOS) 由于可以对颗粒进行计数,因此被证明是表征 CMP 研磨液的出色工具。
高密度集成电路制造中涉及的最重要的工艺控制参数之一是抛光或平坦化研磨液的性能质量。这些研磨液作用于在光刻或沉积步骤后的晶圆表面。CMP研磨液在抛光过程中不会在晶圆中引起缺陷,这一点非常重要。人们早就知道,缺陷是由大的“不合格”颗粒的存在引起的。其中一些“大颗粒”是初级研磨液颗粒的聚集体,而另一些则是使用过程中引入的污染物。首先考虑聚集方面,必须认识到胶体系统在热力学上是不稳定的。此外,由于混合不当或泵的运输作用(剪切)而引起的化学变化会加速研磨液的最终分解。使问题进一步复杂化的是第二个方面,即CMP研磨液在使用前和使用过程中要经历的大量处理。
例如,某些研磨液分为几个部分(部分化学试剂和磨粒),需要混合。二氧化硅研磨液通常以浓缩形式出售,并在现场稀释。在这些制备过程中,可能会将污染物引入研磨液中。此外,浆料研磨液通常储存在称为手提袋的大容器中,抛光机从中抽取材料。在某些布置中,储液罐存放在晶圆厂下方几层楼,需要泵来远距离(30 – 50 英尺)输送研磨液。剪切力可能会导致研磨液聚集。研磨液可能会在从手提袋到抛光机的距离内分离或隔离,从而改变材料的性能特征。无论如何,在从储存区域到机台使用研磨液的过程中,有充足的机会引入可能导致缺陷的污染物,因为各种环境可能导致研磨液随着时间的推移变得不稳定和聚集。
因此,平坦化工艺的任何改进都需要对研磨液抛光性能进行量化。最明显的方法应该是检测引起缺陷的大颗粒的存在。利用大量的颗粒测量技术来完成这项任务似乎是明智的。常用的技术是激光衍射(LD)。 LD 之所以流行,是因为这些仪器具有大的动态范围和快速的测量的特点。但基于其物理特性LD器件有着严重的局限性。激光衍射是一种集成技术,它需要一个相对复杂且基本上“病态”的数学算法来获得粒度分布(PSD)的近似表示。从适当浓度的样品中获得的“信号”是散射/衍射强度与角度的“图案”。这种图案是由于许多粒子同时受到激光光源的照明产生的,所有粒子的散射/衍射光线在每个探测器元件处混合在一起。散射/衍射光强度角的结果模式不再类似于最大值和最小值的简单交替,必须通过适当的数学算法对整套检测到的强度值(适当按时间平均值)进行“反转”和“处理”,以获得对基础PSD的合理准确和可再现的估计。
LD是基于两种物理原理的结合:夫琅禾费衍射和米氏散射,前者依赖于由衍射现象明确引起的散射光强度的模式。使用合适的探测器元件进行空间阵列,在相对于正向激光束方向的相对较小的角度范围内检测衍射光强度。理论上,衍射光强的交替最大值和最小值模式的角范围与球形粒子的直径成反比,所有其他物理参数(例如;波长)都是固定的,粒子越大,图案就越小。然而,当粒径小于约2mm时,由于衍射现象而引起的周期性强度变化的空间模式已不再存在。相反,有效的机制是光散射。因此,为了获得比夫琅禾费“下限”更小的粒子的可靠的粒径信息(夫琅禾费“下限”几乎包括典型CMP的整个种群分布),必须实施基于Mie散射理论的第二次测量。该理论描述了由于单个粒子内不同点散射的单个光波的相互干扰,散射强度在较大角度上的变化。这种效应引起散射强度的角度依赖性,这取决于激光波长、粒子直径和粒子折射率。
此外,散射强度随角度的变化也受到粒子吸收光的程度的显著影响,该系数由粒子(复数)折射率的虚部表示。因此,用户必须准备好提供浆液颗粒折射率的实部和虚部。最后,为了有效,“光散射”仪器必须成功地结合夫琅禾费衍射和米氏散射分析的结果,以便为重叠物理区域和理论的PSD产生准确可靠的结果。从两种完全不同的物理模型构建正确的结果“混合物”对于基于这两个物理原理的仪器来说,是一个艰巨的、尚未解决的技术挑战。
当然,LD可以相对有效地产生可靠的CMP平均粒径,前提是样品的基本PSD相对简单且“性能良好”。对于稳定、良好的抛光浆料,通常满足该标准。而在不稳定或不良浆料的情况下,大异常粒子的数量显著增加,PSD通常不再适用于通过光散射方法进行准确、可靠的分析。相反,不可接受的大且通常不可再现的伪影经常导致计算PSD。
相比之下,SPOS是一种基于光线遮挡的单颗粒计数器。通过计算粒子数,SPOS可以在发现大多数导致缺陷的粒子的尺寸范围内提供超高的分辨率和灵敏度(见应用注释156)。SPOS中的PSD一次只生成一个粒子,因此它基本上不受从LD获得的已报告PSD的各种不稳定性和伪影的影响。SPOS可获得关于最大浆料颗粒区域的准确且可重复的定量信息,这正是浆料性能最重要的区域。我们通过查看一些有代表性的数据来对比这两种技术,图1a包含由两种氧化铈型浆料上的SPOS获得的总体分布,已知这些浆料在稳定性方面存在问题,并且含有大量大颗粒。浆料1是性能良好的浆料,而观察到浆料2在其容器底部有沉积物产生,认为是不稳定的。制造商规定这些浆料的平均直径为350 nm,这些分布从1μm开始,PSD类似于平滑衰减的尾巴,浆料2的尾端明显比更稳定浆料1的尾端宽。
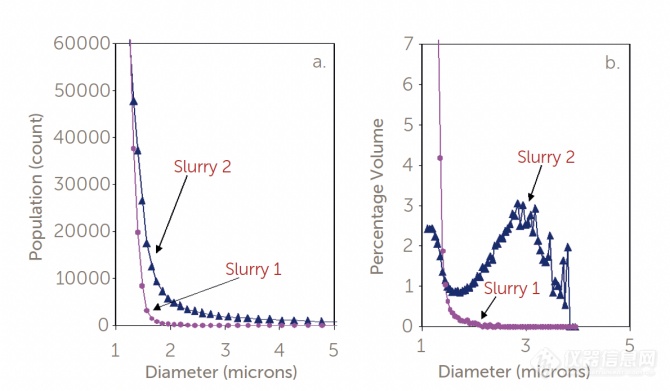
图1. A.氧化铈研磨液1(圆形)和研磨液2(三角形)的种群分布;b.研磨液1和研磨液2的体积加权PSD。
图1.A:氧化铈料浆1(圆形)和料浆2(三角形)的总体分布;B:浆料1和浆料2的体积加权PSD。
更清楚地强调了两个样本之间的差异。对于浆料2,大于2μm的颗粒占固体体积的比例相对较大。此外,可以根据SPOS数据计算尾部粒子体积的绝对百分比。对于浆液1,大于1μm的颗粒贡献0.25%,而浆液2为0.68%,该数据再次验证了浆液2明显更聚集的结果。应注意的是,虽然每个样品尾部的材料总量很小,但对浆料性能的影响可能很大。
图2包含LD在相同两种氧化铈浆料上获得的体积加权PSD。回想一下,这种仪器的使用者必须输入真实折射率和假想折射率。一般来说,大多数材质的真实折射率是已知的,但虚折射率则不然。图2a包含使用1.65的实际折射率和0.01i的假想折射率计算的结果,而图2b中的数据使用0.10i的假想折射率计算。这两组数据都是根据相同的散射光模式计算的。在每次计算中,计算数据表明,浆料2比浆料1的分布范围更广,颗粒更大。但这些数据仍然说明了从LD获得准确定量信息的难度。首先,虚折射率的选择使浆液1平均直径的发生了10%的变化,并极大地改变了浆液2的分布形状。其次,浆液2的结果表明大部分(>70%)固体体积是由大于1μm的颗粒贡献的。这是不可能的,它与重量分析的结果以及SPO的结果相冲突,SPOS的结果确定了浆料2中大于1μm的颗粒的固体百分比小于1%。该数据证明了上述观点,折射率的选择对激光衍射的结果影响很大。
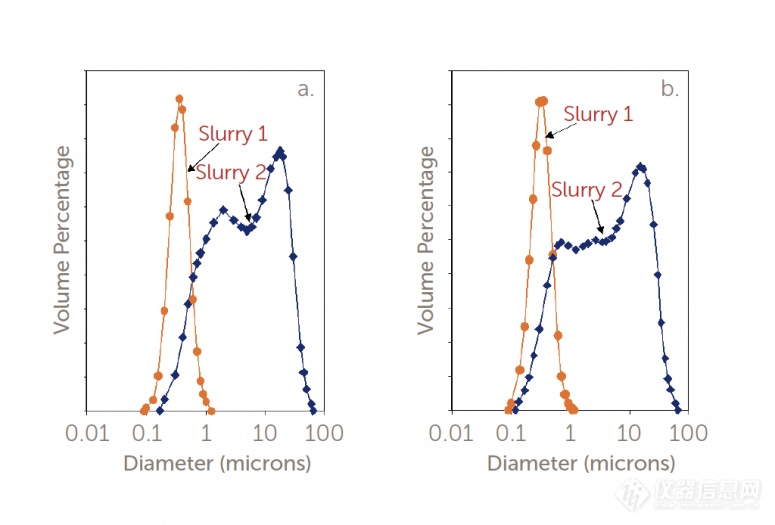
图2. LD获得的研磨液1(图中圆圈)和2(菱形)的体积加权PSD。A.折射率=1.65+0.01i。B.折射率=1.65+0.10i
图2:通过LD获得的浆料1(圆形)和浆料2(钻石)的体积加权PSD A.折射率=1.65+0.01i,B折射率=1.65+0.10i
下图的数据说明了LD的另一个问题,即它倾向于产生不代表真实粒子大小的伪影。图3显示了超声处理后浆料1的体积加权PSD(ID=1.65+0.10i)。回想一下,未超声样品(图2)的PSD由一个宽度相对较窄的单峰组成。使用浸入式声波探头进行超声波处理20秒后,平均位移更高,第二个峰值出现在35μm处,其中含有50%的固体体积。仅此一项数据就表明,超声波作用会导致浆料聚集,这与预期的行为相反。超声波处理可分解弱结合聚集体。
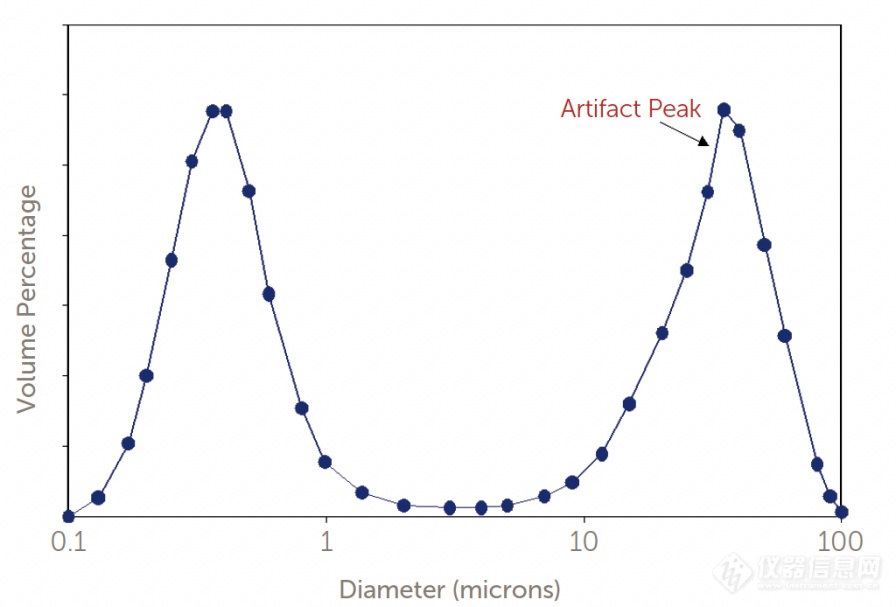
图3.氧化铈研磨液 1 的体积加权 PSD 经过 20 秒的超声处理后从 LD 获得。
图3:超声处理20秒后,获得氧化铈浆料1的体积加权PSD
图4a包含了SPOS从同一样本中获得的数量加权PSD。同样,只观察到一个尾端未看到在35μm处的第二个峰值。比较大于1μm(0.23%)颗粒的尾部固体百分比表明,与未超声的样品(0.25%)没有变化。图4b显示了超声处理后来自Slurry2的体积加权SPOS数据。它与图1中未超声的数据叠加。由于超声作用,大于2μm的颗粒的体积贡献显著降低,尾部对成交量的贡献率降至0.03%。SPOS似乎表明,与LD结果相比,超声处理具有减少大颗粒而不是增加大颗粒的预期效果。很明显,SPOS结果在物理上更真实。只能得出结论,图3中的PSD是由散射光模式反转产生的数学伪影造成的。该结论再次证明了使用LD预测浆料性能的危害。
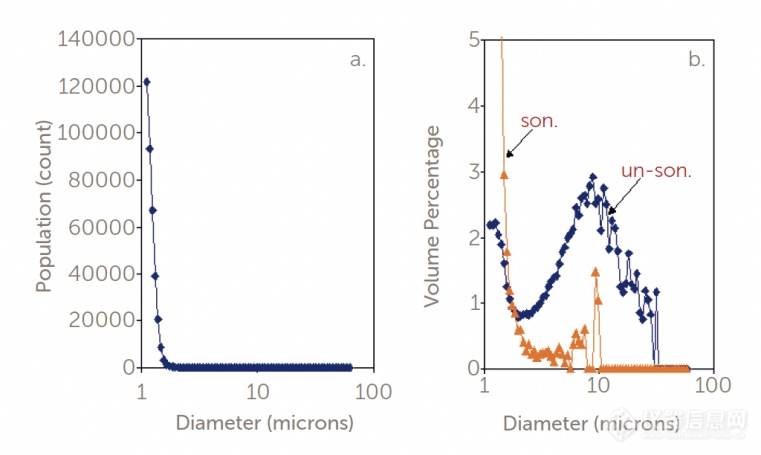
图4.A.超声处理20秒后的研磨液1;B.超声处理前后的研磨液2。
作为另一个例子,考虑图5中的数据。该数据是从二氧化硅基CMP中获得的,比氧化铈浆料更常用。图5a包含从0.5μm开始的两种二氧化硅浆料的SPOS尾部数据(体积加权)。这些浆料的平均直径被认为在0.10至0.15μm范围内。从图中可以看出,浆液A的颗粒体积在2-20μm范围内占很大比例,而浆液B的颗粒体积不超过5μm。图5b包含由LD在浆液a上获得的体积加权PSD(ID=1.08+0.10i),浆料B的PSD相同。可以看出,它由单个对称峰组成,中心为0.15μm,但没有大于1μm的颗粒。这是一个合理的光散射结果,表明当样品具有窄PSD时,LD可以获得有用的平均直径信息。另一方面,该结果再次证明了LD的灵敏度较低。虽然SPOS能够看到这两种硅浆料的差异,但LD无法查看。
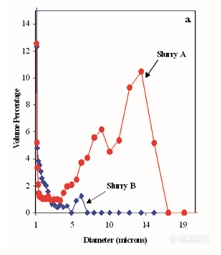

图5:A.从SPOS获得的硅浆A和B的体积加权PSDs B.从LD中获得的硅浆A的体积加权PSD
这些数据以及之前讨论的图中的数据能够说明量化大的异常粒子的重要性,当这些粒子出现在CMP浆料中时,可能会导致缺陷和芯片产量降低。在处理器价格下降的时候,即使是少量提高产量也能获得显著的经济回报,唯一能准确做到这一点的技术是SPOS。








