中国粉体网讯 北美金属注射成型协会(MIMA)官网介绍了一系列的具体案例,让人们了解金属注射成型技术是如何满足或超越用户期望的。
2016年度航空航天/军事领域杰出奖:
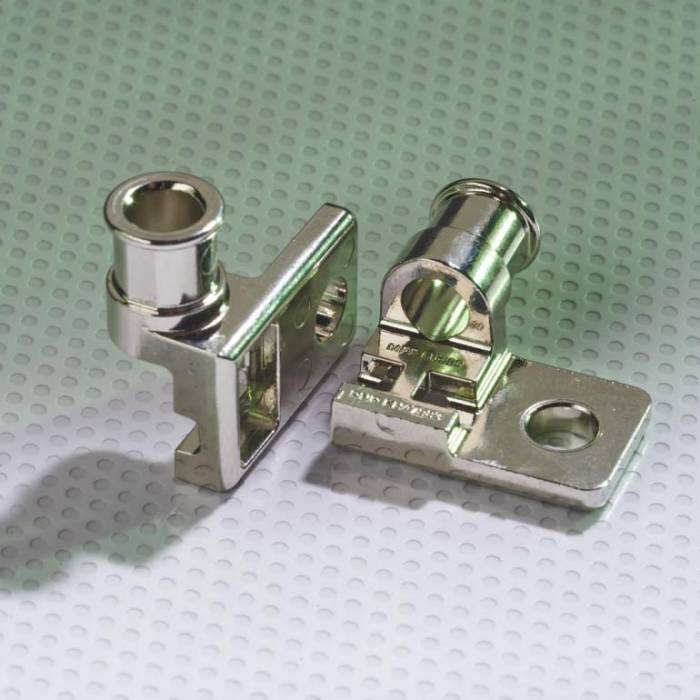
套管
工艺:金属注射成型
屈服强度:0.2%
抗拉强度:986兆帕
密度:7.64克/立方厘米
用途与功能
这种接头被用于航空航天发动机中,旨在为屏蔽层与发动机之间提供导电路径。同时,它还能固定单根电缆,避免电缆的重量对屏蔽层造成压力。
在开发这种套管的过程中,最大的挑战在于其复杂的几何结构。因此,必须设计出合适的制造工艺,以确保其形状能够得到保持,同时又能尽量减少后续的烧结处理步骤,从而降低生产成本。
制造/加工
这种材料非常适合采用金属注射成型工艺,经过烧结后就能获得所需的最终形状。从原材料的配制到成品的出厂,整个制造过程中都采取了严格的控制措施。无需进行任何额外的加工步骤即可满足尺寸要求。通过优化成型参数并在烧结过程中分阶段进行加工,成功解决了这一制造难题。
总体而言,采用MIM工艺设计可以减少零件的数量以及所需的连接点。原本这种零件是用棒材加工而成的,因此,当转而使用MIM工艺后,显然能够节省成本。此外,由于采用了MIM制造工艺,产生的废料极少,而且没有多余的加工副产品。这些零件是在一种“零排放”工厂中制造的:该工厂不会向环境中排放废水,同时,美国环保署也会对空气中的污染物进行严格监测,确保其浓度远低于有害水平。
2015年“草坪与花园/非公路用车”类别的冠军产品:
捕手装置、张力杆以及基座与主体的连接结构

工艺:金属注射成型
材料:MIM 17-4 PH不锈钢和4605低合金钢
密度:最低为7.5克/立方厘米
极限抗拉强度:1,550兆帕
屈服强度:1,400兆帕
硬度:42–48 HRC
用途与功能
这些零件被用于非公路用机械和农业设备中的液压系统所使用的比例阀中。
制造/加工
构成新基座的两个部件均采用MIM 17-4 PH不锈钢制成,而固定装置和拉杆则由4605低合金钢制成。构成新基座的这两个部件的所有尺寸都是在MIM加工完成后确定的,包括部件内部的螺纹。固定装置经过研磨和抛光处理,以确保其外径符合要求且表面光滑;而拉杆则只需通过车削工艺来制造外部螺纹,无需进行任何切割加工。
这些零件过去是通过机械加工、焊接、传统的粉末冶金工艺以及各种连接方式来制造的。通过彻底重新设计零件结构,充分利用金属注射成型的优势,客户实现了约65%的成本节约。预计每年可生产35万个此类零件。这种方案具有成本优势;而采用铸造或机械加工的方式则因成本过高而被排除在外。
2021年汽车传动系统领域杰出奖:
蜗轮传动装置

工艺:金属注射成型
密度:7.55克/立方厘米
材质:MIM-17-4型PH不锈钢
齿轮质量:螺旋齿结构
用途与功能
该部件是一种用于商用车辆锁止装置中的蜗轮,其功能是实现停车功能的启动。由于螺旋齿的复杂结构以及与之相连的圆柱形轴的几何形状较为特殊,因此采用了MIM制造技术来确保扭矩能够有效地传递到配合部件上。
制造/加工
该蜗轮是通过单腔注塑成型工艺制造的。为了实现复杂的齿轮齿形,采用了三个相互连接的滑块结构。这些齿轮齿呈螺旋状,因此需要特殊的设计才能与配套部件正常配合使用。所使用的材料是MIM-17-4型沉淀硬化不锈钢。该零件在组装时无需再进行任何后处理工序即可正常使用。能够无需后续烧结步骤就能制造出符合要求的齿轮部件,这一特点充分体现了MIM技术的优越性。
据中国粉体网了解,这种制造方式是可持续的,因为它采用了将多种几何结构整合到同一个模具中的工艺。考虑到零件的整体尺寸和复杂性,MIM工艺是实现低成本生产的最佳选择。螺旋齿轮的形状、内轴的直径、所使用的材料以及生产数量等因素,都使得用其他工艺来制造这个零件变得十分困难。
2021年度汽车发动机领域获奖者:
油雾活塞冷却器

工艺:金属注射成型
密度:7.55克/立方厘米
材料:MIM-4605低合金钢
抗拉强度:1,550兆帕(225,000磅/平方英寸)
用途与功能
该部件被用作喷油活塞冷却器。它被应用于重型车辆的内燃机中。过去,这种形状复杂的部件都是通过机械加工方式制造的,而这种方式很难实现精确加工。
制造/加工
该零件是通过单个模具铸造而成的,其结构相当复杂:有两个孔洞与中央的孔洞以不同的角度相交。油液需要流经这些孔洞,因此路径中绝不能有诸如钻头残渣之类的堵塞物。得益于创新的模具设计、坚固耐用的模具制造工艺、精良的组装流程以及最佳的成型参数,该零件能够毫无瑕疵地被制造出来。所有尺寸都符合要求,且没有变形现象。考虑到零件在使用过程中的性能要求及所处环境的特点,最终选择了MIM-4605低合金钢作为材料。
过去,这种零件的制造依赖传统的机械加工工艺,而为了实现复杂的形状设计,制造商不得不将加工工艺发挥到极限。采用金属注射成型工艺后,成本降低了50%以上。此外,客户还能获得质量稳定、交货及时的产品——而这些正是之前的供应商所无法提供的。
2015年汽车发动机类别冠军:
SCR催化剂喷嘴

工艺:金属注射成型
抗拉强度:>600兆帕
屈服强度:>350兆帕
密度:7.6克/立方厘米
用途与功能
该部件是一种金属注射成型制成的喷嘴,被用于欧洲商用车辆中的选择性催化还原系统中。该喷嘴利用尿素和压缩空气来发挥作用,将燃烧过程中产生的NOx转化为N₂和H₂O。
制造/加工
该零件由奥氏体不锈钢(AISI HK30)制成。其制造过程中采用了专利技术:通过可拆卸的聚合物嵌件来形成那些极其复杂的内部结构。制造商认为,用传统加工方法是无法实现这种结构的。所有的内部通道都是通过MIM工艺制成的,而表面的螺纹则是通过机械加工形成的。此外,还使用微TIG焊接技术来封闭聚合物嵌件留下的小孔。零件的平面度是通过研磨工艺来实现的。
虽然不使用粉末冶金工艺也能制造出这种零件,但据估计,如果通过焊接或钎接多个部件来制成该喷嘴,其成本将会增加200%以上。
2021年度航空航天/军事/枪械类别大奖:
封闭式打击装置

工艺:金属注射成型(MIM)
材质:S7工具钢
密度:7.5克/立方厘米
抗拉强度:1,850兆帕
用途与功能
所附的击针是商用手枪射击机制中不可或缺的部件。它由一家为执法部门和民用市场生产击针式手枪的全球性制造商提供。
制造/加工
所使用的撞针是由双腔模具制成的。通过巧妙的模具设计及制造工艺,有效避免了因烧结过程中产生的尺寸差异问题——这种问题在长而细的零件上尤为常见。经过精心设计的制造工艺最终取得了理想的效果:无需再进行额外的尺寸调整工序。烧结完成后,还需进行热等静压处理和热处理,以提升零件的机械性能。
这些撞针是用密度为7.5克/立方厘米的S7工具钢粉体制成的,其抗拉强度高达1,850兆帕(268,000磅/平方英寸)。为了达到0.1毫米(0.004英寸)的尖端精度要求,需要经过两阶段的研磨工序。研磨过程包括对撞针主体上的两个关键直径进行加工,同时也要确保撞针尖端的精确位置。撞针尖端与主体之间的位置关系对零件的功能至关重要。最后,这些撞针表面还涂有化学镀镍层。
2021年医疗领域大奖:
压缩框架

工艺:金属注射成型(MIM)
材质:MIM-420不锈钢
密度:7.7克/立方厘米
抗拉强度:1,730兆帕
用途与功能
在跗跖骨融合手术中,压缩框架对于固定和调整钻孔导向装置的位置至关重要。
制造/加工
这些零件是用MIM-420不锈钢制成的,采用双滑块结构的单型腔模具进行加工。其中一个滑块用于形成矩形的开口,另一个滑块则用于在框架的另一端制造两个呈60度角的孔洞。为了使零件的密度达到7.7克/立方厘米,需要采用热等静压处理工艺。热等静压处理完成后,还需进行退火处理,然后再进行后续加工。零件的尺寸是通过带有双滑块的模具来确定的,这样就可以让作用力垂直于零件表面施加。此外,还会在零件上钻孔并加工出沉孔。最后,这些框架会经过真空热处理和回火处理,以确保其硬度至少达到40 HRC。在发货之前,这些框架还会经过表面处理。
选择MIM工艺的原因是:它能够实现零废料加工,从而提高材料利用率,因此成品率很高。使用MIM工艺可以制造出无需进一步加工的成品,而如果采用传统加工方式,产生的废料量将会超过成品本身的重量。
2021年“硬件/家电类”优秀奖:
陶瓷传感器

工艺:金属注射成型
材质:MIM-316L不锈钢
密度:7.65克/立方厘米
抗拉强度:520兆帕
用途与功能
该部件是一种用于电子设备的陶瓷传感器。材料的选用对其性能至关重要。
制造/加工
该零件的壁厚不均匀,因此容易发生变形。在烧结过程中采取适当的工艺措施是防止变形的关键,从而可以减少后续的加工工序。大部分尺寸都是在成型过程中确定的。由于零件结构复杂,因此采用了单型腔模具。为了确保制造成功,必须设置足够的通风口、实现有效的冷却效果,并优化成型参数。
此前,这种零件的制造方式是机械加工,但这种方式会产生大量的废料。由于该零件的复杂性较高,因此金属注射成型成为更理想的制造工艺。这种工艺非常适合大规模生产,能够有效缩短交货时间、减少库存成本,并降低每件产品的成本。此外,其产品质量稳定,交货准时,而且与机械加工相比,成本可降低30%以上。正因如此,每年生产10,000件这种零件时,金属注射成型工艺无疑是一种非常成功的制造方式。
(中国粉体网编辑整理/平安)
注:图片非商业用途,存在侵权告知删除!